 Hi Boox Popular Magazine 2025
Hi Boox Popular Magazine 2025

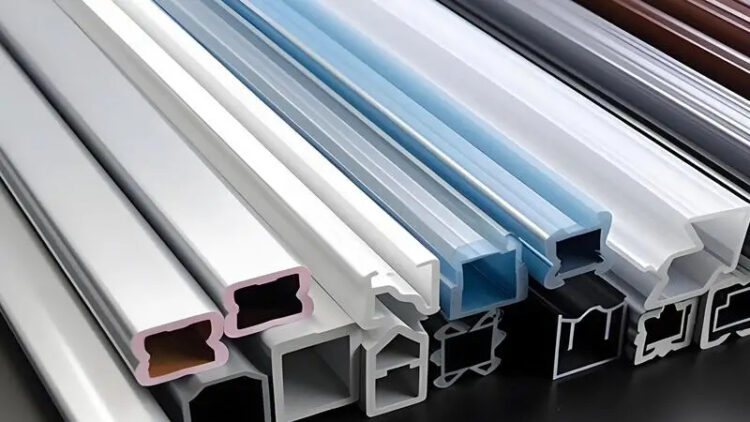
The smooth performance of an extrusion line is the invisible factor that dictates the quality of almost every plastic product we use daily. When you look at a rigid pipe, a piece of electrical conduit, or a window seal, it’s easy to take its perfect shape and smooth surface for granted.
But behind that clean geometry is a highly precise balancing act of the physical forces inside the plasticizing barrel, where polymer pellets are melted down and forced through the die.
If you’re new to the industry, it’s fascinating to see how the fluid success of the whole setup hangs on two main pillars: keeping pressure perfectly steady and developing a completely linear material flow. On production lines running thermoplastics, using a modern single screw extruder is usually the go-to way to lock in this balance.
These machines use a single rotating screw to take in raw plastic pellets, heat them up on a strict gradient, and push them toward the exit at an incredibly steady rate.
The whole process relies on a continuous mechanical feed that stabilizes output and stops the melted mass from pulsing, ensuring a smooth extrusion run that protects the natural structural properties of your raw materials.
The Fluid Dynamics Inside the Barrel
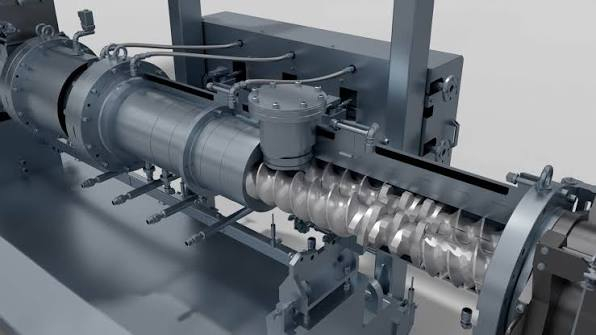
A plastic pellet’s journey through the extruder kicks off in a cold feed zone, where material drops down from the hopper and gets caught by the flights of the rotating screw.
As the plastic moves forward, the space inside the barrel shrinks because of the changing geometry of the screw design itself. This tight squeeze compresses the pellets, forcing them flat against the heated walls of the cylinder.
This mechanical compression transfers intense thermal energy right into the polymer, triggering the molecular melting process that turns solid pellets into a dense, viscous paste.
The secret to a high-quality run is making sure this transition happens smoothly and completely before the plastic hits the final section of the screw, which is known as the metering zone.
If that compression isn’t uniform, un-melted chunks of pellets can hitch a ride in the stream, causing uneven densities and dangerous pressure spikes.
A well-engineered screw guarantees a highly progressive transition, wiping out any inconsistencies before the melted stream ever encounters the die head.
Thermoregulation Modules for Steady Temperature Zones
Managing the heat along the barrel is tightly linked to the hydraulic behavior of the melted plastic, mostly because a polymer’s viscosity swings wildly based on temperature.
Too much heat makes the material run like water, which drops the pushing pressure and makes it incredibly tough to hold the shape when it exits the die.
On the flip side, if the temperature drops too low, mechanical resistance shoots up, straining the motor and creating nasty, localized material clogs.
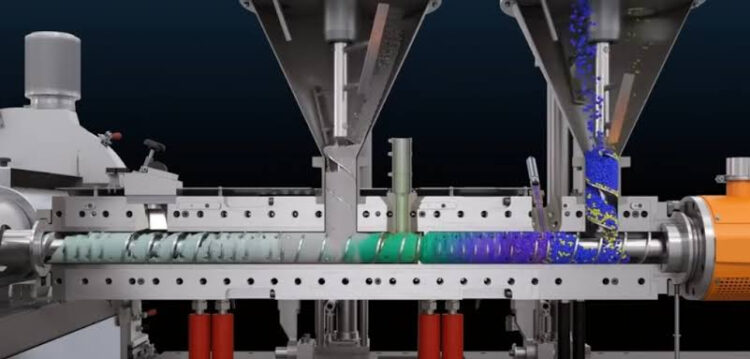
To keep the plastic mass locked within its ideal thermal sweet spot, the barrel is chopped up into several independent zones. Each one features a mix of heating bands paired with rapid air-cooling modules.
These setups adjust in real time to compensate not just for the heat coming from the electrical elements, but also for the natural friction heat generated as pellets scrub against the heavy steel walls.
Keeping the temperature stable means keeping the polymer’s fluidity stable. This allows the melt to glide forward without sudden accelerations or lags that would otherwise leave visual blemishes or weak spots on your finished profile.
Killing Off Surface Flaws and Trapped Air Bubbles
One of the most annoying, frequent issues in industrial profile extrusion is the appearance of rough spots on the skin of the part – or worse, hidden voids and air pockets trapped right inside the walls.
These structural flaws are almost always born from shifts in hydraulic pressure or from moisture and volatile gases getting locked into the mix during the melt phase.
When barrel pressure fluctuates, the plastic moves forward in tiny, pulsing waves, leaving microscopic ripples or thickness variations along the profile.
To beat this issue, modern extrusion lines integrate specialized venting modules right along the processing path.
These controlled escape points let trapped vapors and moisture vent out safely before the melt ever reaches the die head.
By the time the material arrives at the tooling, it’s dense, perfectly compacted, and entirely free of gas pockets. You get an output that is smooth, completely uniform, and built to last with high long-term mechanical strength.
Designing the Die Head for Unbroken Flow Continuity
The final critical checkpoint in the extrusion process happens inside the die head: the specialized piece of hardware that actually shapes the melted plastic into its specific final geometry.
When the mass leaves the tip of the screw, it has to be channeled and distributed perfectly across the internal pathways of the tooling, avoiding any “dead zones” where stagnant polymer could sit, overheat, and burn.
The internal flow channels of the die head are custom-engineered to maintain a perfectly linear flow, crushing the kind of turbulence that would mess with the orientation of the plastic’s molecular chains.
Spreading the hydraulic pressure evenly across the entire die face ensures the material exits at the exact same velocity at every point on the profile’s perimeter
This stops the part from warping, twisting, or bending when it hits the cooling tank, keeping the run perfectly straight and hitting those razor-thin tolerances the technical market demands.
Maintenance Routines that Keep the Line Moving
Keeping your pressure controlled and your flow linear over months of production doesn’t just come down to fancy automated controls; it requires a real commitment to internal cleanliness.
Over long production cycles, carbon buildup can bake onto the barrel walls and screw flights during routine shutdowns or material changes.
These crusty deposits alter the internal geometry of the flow channel, creating obstacles that disrupt the plastic stream and trigger localized pressure drops.
Working a few basic steps into your facility schedule keeps the line running predictably:
- Run scheduled chemical purges: Use specialized purging compounds on a strict timeline to clean out the screws without tearing down the whole line.
- Audit internal wear early: Monitor tolerances on the screw flights to catch friction anomalies before they affect part quality.
- Keep the heating zones calibrated: Check the air-cooling lines regularly to make sure the thermoregulation modules are reading accurately.
Staying on top of these basic maintenance steps ensures your hardware operates at absolute peak performance. It completely eliminates unexpected downtime and ensures you hand over a consistent, defect-free final product every single run.


